Foam protective packaging has become essential in ensuring product safety across various industries. Whether transporting delicate electronics, automotive parts, or medical equipment, foam packaging solutions provide a reliable shield against potential damage during handling and transit. Advanced PP specializes in custom foam packaging solutions, tailored to the specific needs of each product to ensure optimal safety and cost efficiency. This article explores the benefits, types, and applications of foam protective packaging, with a particular focus on polyethylene and polystyrene foams.
Introduction to Foam Protective Packaging
Foam protective packaging plays a vital role in preserving product integrity during shipping and storage. This versatile solution utilizes various foam materials like polyethylene and polystyrene, which offer remarkable shock absorption and impact resistance. The structure of these foams allows them to cushion products effectively, reducing the risk of breakage or deformation. Foam protective packaging is especially useful for fragile or high-value items, providing assurance that they will arrive in perfect condition. In addition, foam packaging is customizable, enabling businesses to design packaging that fits their unique requirements.
Benefits of Foam Protective Packaging
1. Superior Shock Absorption
One of the key advantages of foam protective packaging is its ability to absorb and distribute impact forces. The cellular structure of foams such as polyethylene and polystyrene acts like a series of tiny shock absorbers. This feature is essential for products that undergo rough handling or are shipped over long distances. The foam layers cushion the product, ensuring it remains unaffected by bumps and vibrations during transit.
2. Customizability and Precision Fit
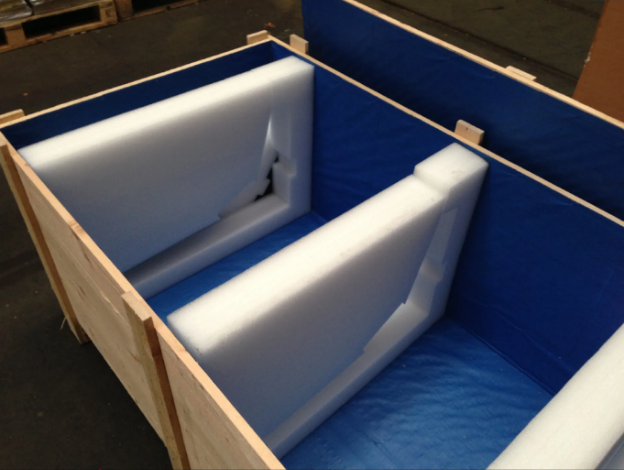
Foam protective packaging can be easily tailored to accommodate products of various shapes and sizes. This adaptability allows manufacturers to design custom foam inserts that cradle each product securely, reducing movement within the packaging and minimizing the risk of damage. At Advanced PP, for instance, custom foam packaging solutions are created to ensure a snug fit, particularly beneficial for delicate electronics, medical equipment, and industrial parts.


3. Lightweight Material
Foam packaging materials like polyethylene and polystyrene are lightweight yet durable, adding minimal weight to shipments. This characteristic helps lower shipping costs and improves the ease of handling for both retailers and customers. The lightweight nature of foam packaging, combined with its protective qualities, makes it an efficient choice for businesses looking to balance protection with cost-effectiveness.
4. Moisture and Temperature Resistance
Foam protective packaging, particularly polyethylene, offers resistance to moisture, chemicals, and temperature fluctuations. This quality makes it suitable for protecting sensitive items, such as electronics, from environmental factors that could otherwise compromise their performance. For example, polyethylene foam packaging forms a moisture-resistant barrier, which is ideal for safeguarding items like smartphones or computer components that require extra care.
5. Environmental Considerations
In recent years, foam packaging materials have evolved to meet environmental standards. Many foam products are now designed for reusability and recyclability. Polyethylene foam, in particular, can be reused in multi-trip packaging, offering a sustainable option for businesses looking to reduce waste. Additionally, the durability of foam materials means they do not degrade after repeated use, making them an environmentally friendly choice for long-term packaging needs.
Types of Foam Protective Packaging
Polyethylene Foam
Polyethylene foam is known for its durability, flexibility, and versatility, making it suitable for various protective packaging applications. Its cross-linked structure allows it to withstand multiple impacts without losing its protective properties, making it ideal for reusable and multi-trip packaging solutions. Polyethylene foam is often used in factory transit applications, where products are frequently moved and require continuous protection. Available in colors such as black, white, blue, and anti-static pink, polyethylene foam can be customized to meet specific branding or functionality requirements.
Advanced PP provides high-quality polyethylene foam solutions, using popular trade names such as Ethafoam, Stratocell, Jiffycell, Polylam, and Nopaplank. These materials are widely used across industries and are valued for their ability to absorb shock while being moisture- and chemical-resistant.
Polystyrene Foam
Polystyrene foam, also offered by Advanced PP, is a lightweight and cost-effective packaging solution known for its cushioning properties. It is commonly used for packaging fragile items due to its ability to absorb shocks and vibrations. Unlike polyethylene, polystyrene is more affordable, making it suitable for high-volume packaging needs. Polystyrene foam is moisture-resistant and provides insulation, which helps protect sensitive items from temperature variations. It is particularly useful for businesses looking to protect products without significantly increasing shipping weight.
Applications of Foam Protective Packaging
Electronics Industry
Foam protective packaging is crucial in the electronics industry, where delicate components need reliable protection from shocks and static electricity. For instance, anti-static polyethylene foam is used to package sensitive electronics such as computer chips and smartphones. The cushioning and static-resistant properties of polyethylene foam prevent both physical damage and electrostatic discharge, ensuring the safety and functionality of electronic products.
Automotive Sector
The automotive sector also relies heavily on foam packaging to protect various parts during transport and assembly. Components such as dashboards, headlight assemblies, and electronic modules benefit from the impact resistance and durability of polyethylene foam. This type of foam is often customized to fit each part precisely, which reduces movement and potential damage during transit.
Healthcare and Medical Devices
Medical equipment requires meticulous packaging to prevent contamination and mechanical damage. Polyethylene foam packaging is well-suited for healthcare applications due to its resistance to moisture and chemicals. It ensures that items like diagnostic equipment, surgical instruments, and other sensitive tools are adequately protected from environmental hazards.
Industrial Equipment
Industrial parts and tools often require specialized packaging to ensure safe transit and storage. Foam protective packaging, especially polyethylene, offers multi-drop protection, meaning it can withstand repeated handling without losing its structural integrity. This is particularly beneficial for industrial equipment that may be transported to different facilities or handled multiple times.
Retail and E-commerce
In retail and e-commerce, foam packaging is widely used to protect products during shipping. Advanced PP’s customized foam packaging solutions provide a snug fit for various retail items, reducing the chance of damage and enhancing the customer’s unboxing experience. This level of protection is essential for online businesses that prioritize customer satisfaction and product safety.
Why Choose Advanced PP for Foam Protective Packaging?
Advanced PP offers expertise in designing and manufacturing foam protective packaging solutions tailored to the needs of diverse industries. Their products are crafted with quality materials, such as polyethylene and polystyrene, ensuring that every item arrives safely at its destination. Here are some reasons to consider Advanced PP for your protective packaging needs:
- Comprehensive Service: Advanced PP provides complete packaging solutions, including boxes, cartons, tape, and bubble wrap, simplifying the ordering process for clients.
- Custom Solutions: Each packaging solution is custom-designed to fit the specific requirements of the product, whether simple or complex.
- Quick Response: With a streamlined process, clients receive fast responses to their inquiries, making it easy to manage packaging needs effectively.
- Experienced Team: The team at Advanced PP has extensive experience in handling a wide range of foam packaging requirements, ensuring each project meets high standards of quality and durability.
Read Also: Acoustic Foam Soundproofing: Enhancing Sound Quality and Reducing Noise
Conclusion
Foam protective packaging has become an indispensable solution across various industries, from electronics and healthcare to retail and automotive. Polyethylene and polystyrene foams, with their distinct properties, provide excellent protection, ensuring products remain safe during transit and handling. Companies like Advanced PP lead the market with bespoke foam packaging solutions, offering both standard and customized options to cater to specific needs. With its shock absorption, moisture resistance, and lightweight properties, foam protective packaging stands as an optimal choice for businesses prioritizing product safety and customer satisfaction.